厂家定做铝铸件,机械手铝配件,超声波铝配件,丝印机,移印机铸铝件
¥:28.00



广州南沙区大岗镇东隆村隆生一路62号 广州宏远铸造五金有限公司
公司咨询电话:020--84998537 18665037711(毛先生)
厂家定做铝铸件,机械手铝配件,超声波铝配件,丝印机,移印机铸铝件


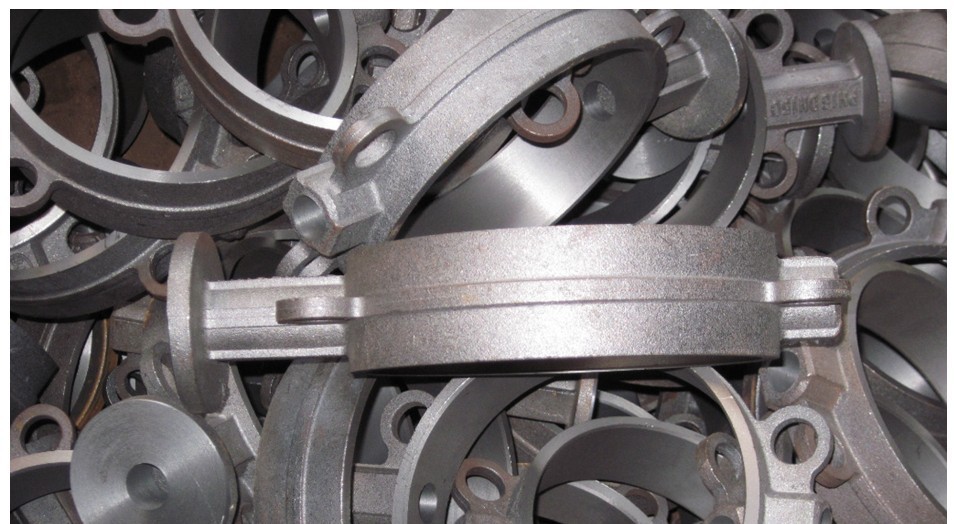
 下图:大型丝印机铸铝架
下图:大型丝印机铸铝架


下图:待上漆的铸铁件

大型铸件收缩率的影响因素
影响大型铸件收缩率的因素[1]: 大型铸件在凝固过程中,它的各部分尺寸一般都要缩小,铸件尺寸缩小的百分率,叫做铸造线收缩率或铸造收缩率。制造铸模 ( 包括芯盒) 时,要按确定的铸造收缩率,将铸模放大一些,以保证冷却后铸件的尺寸符合要求。大型铸件冷却时各个尺寸的收缩量可由下式求得: 收缩量 = 大型铸件尺寸×铸造收缩率 1. 大型铸件的结构复杂收缩困难,铸件的收缩率减小。例如,同一成分浇注的铸钢件,因结构形状不同,其中以自由收缩时的收缩率{zd0}。 2. 大型铸件的材料铸件的材料不同,铸造收缩率也不同。例如,铸钢的收缩率比灰铸铁大;灰铸铁中硫多时,收缩率增大,硅多时收缩率减小。 3. 大型铸件的退让性铸型的退让性好,铸件的收缩率增大。例如,用湿性和水玻璃砂型浇铸的铸件比干型浇铸的铸件的收缩率大。同样道理,随着铸件的尺寸增大,铸型的退让性变差,铸件的收缩率 也就减小。 所以铸造收缩率要结合实际情况来选择。尺寸要求xx的大型铸件,铸造收缩率要根据试浇的大型铸件进行修正。同一个大型铸件,由于结构上的原因,其轴向与径向或长、宽、高三个方向的收缩率可能不一致。对于尺寸要求较xx的大型铸件,各个方向应给以不同的收缩率。在实际生产中,一般的大型铸件,特别是尺寸不大的大型铸件,各个方向都用同一的收缩率,尽管这样会造成一些误差,但由于误差一般不大,而这样大大便于铸模的加工制造。
因为模型的存在,在浇注过程中模型气化需要吸收热量,所以消失模铸造的浇注温度应略高于砂型铸造。对于不同的合金材料,与砂型铸造相比,消失模铸造浇注温度一般控制在高于砂型铸造30~50℃。这高出30~50℃的金属液的热量可满足模型气化需要的热量。浇注温度过低铸件容易产生浇不足、冷隔、皱皮等缺陷。浇注温度过高铸件容易产生粘砂等缺陷。 消失模铸造浇注操作最忌讳的是断续浇注,这样容易造成铸件产生冷隔缺陷,即先浇入的金属液温度降低,导致与后浇注的金属液之间产生冷隔。另外,消失模铸造浇注系统多采用封闭式浇注系统,以保持浇注的平稳性。对此,浇口杯的形式与浇注操作是否平稳关系密切。浇注时应保持浇口杯内液面保持稳定,使浇注动压头平稳。

下图二:工厂仓库一角




公司业务范围:
1)沥青混凝土拌和设备:搅拌臂、搅拌叶片、衬板等相关配件,配套机型厂家有:
国产:
进口:
2)水泥混凝土拌和设备:搅拌臂、搅拌叶片、衬板等相关配件,配套机型厂家有:
国产: 珠海仕高玛、南方路机、山东方园、山东建机、青岛新型、上海华建、韶关新宇、无锡江加、阜新恒泰、阜新和美、辽宁海诺、北京华贝儿、泰安岳首、山东园友、山东鸿达、山东鑫路通、扬州华星、扬州中意、镇江阿伦、苏州新科、东南筑机、 浙江温岭、上海砼之光、高永力、广州多维、佛山佛宇、南海建源、郑州水工、中建二局 、郑州长城四川现代、四川新筑等
进口: 德国BHS、日本石川岛、德国利勃海尔、韩国斯贝克、韩国三星、德国斯泰特、意大利奥高质、日本日工、德国埃尔巴、德国玛莎等
3)稳定土厂拌机搅拌臂、搅拌叶片配套机型厂家有:
南方路机、东南筑机、吉林筑机、徐州徐工、北联重工、山东建机、四川新筑、镇江阿伦、西安筑路、河南南阳、天津鼎盛、泰安岳首、山东潍坊、青州华光、辽阳筑路、山西华山、山西榆次等各品牌厂家。
4)沥青、稳定土摊铺机螺旋叶片配套机型厂家有:
陕建ABG、徐州徐工、德国福格勒、德国得玛格、意大利比太利、三一重工、天津鼎盛、镇江阿伦、中联重科等品牌厂家。
5)平地机刀片配套机型厂家有:
天工、徐工、成工、哈工、黄工、俄罗斯、小松、卡特、三菱、沃尔沃、三一重工、{gj}、德莱塞、常林等品牌厂家。
6)路拌、铣刨机刀头、刀库配套机型号有:
kennanmetl、维特根、陕西建机、徐工、华山、德工、天津、河南漯河、中联、镇江阿伦等品牌厂家
7)混凝土输送泵管道及配件:
地面管、水平管、高低压直管、弯管(弯头)、变径管(锥管)、连接钢卡/泵卡/管卡、3-5米橡胶软管、密封圈(橡胶圈)、清洗球/柱(海绵 橡胶)、铸钢弯头、合金高锰钢弯头、清洗/整体/分体活塞、硬质合金眼睛板/切割环、S管(裸管)、密封件修理包及橡胶尼龙件、料斗搅拌易损件、输送缸、各式液压油及柴油滤芯等
8)各种国产及进口泵车耐磨臂架泵,主要配套品牌有:
中联(ZOOMLION)、三一(SANY)、大象(普茨迈斯特)、徐工(XCMG)、施维茵、方圆、海诺、五十玲、楚天、中标、日本极东、骏马、韩国现代等



