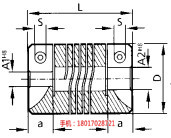
正确铣削伞齿轮大端余量问题原则的实质,是一个偏移量大小及对称性问题。而偏移量大小虽可按多种公式计算,但由于各种因素的影响,如果用算出的数值直接来调整机床,则铣出的轮齿常不合要求,所以计算所得数值只能仅作为参考。偏移量的对称性要使齿形处于正确位置,必须是铣齿两侧时所移动均偏移量大小及分度头所借孔数相等。 因铣两边时若相差一孔,则对齿形的对称性影响甚微。借孔数与偏移量的关系若大端要铣去的佘量较多而小端较少时,则应多借孔数少摇偏移量,因每借一孔大端所转过的弧长比小端大得多,若大端要少铣去些而小端要略多一些时,则少借孔数及少摇偏移量,若大、小端所要铣去的余量均较多时,则应少借孔数多摇偏移量。
摇动横向手柄时,手势要均匀,其移动大小也可用百分表控制。铣削过程中也可能出现这样情况:齿厚尺寸还肥,但再借一孔则齿厚必瘦。合格的伞齿轮,应齿形正确(渐开线形状、齿向正确及齿形位于工件中心对称位置),周节均匀,大、小端齿厚合格、粗糙度好。所以,除了渐开线形状是由铣刀保证,周节均匀由分度头精度及正确分度得到外,铣好伞齿轮的关键。在实际生产中主要在于如何正确铣去大端余量及对好中心。
因此单纯从一边横向移动使齿厚减薄,是不恰当的。解决的办法是,应使铣两边时分度手柄所借孔数不等,但必须使两边所摇偏移量保持相同。
http://www.rqshuangfeng.com/
摇动横向手柄时,手势要均匀,其移动大小也可用百分表控制。铣削过程中也可能出现这样情况:齿厚尺寸还肥,但再借一孔则齿厚必瘦。合格的伞齿轮,应齿形正确(渐开线形状、齿向正确及齿形位于工件中心对称位置),周节均匀,大、小端齿厚合格、粗糙度好。所以,除了渐开线形状是由铣刀保证,周节均匀由分度头精度及正确分度得到外,铣好伞齿轮的关键。在实际生产中主要在于如何正确铣去大端余量及对好中心。
因此单纯从一边横向移动使齿厚减薄,是不恰当的。解决的办法是,应使铣两边时分度手柄所借孔数不等,但必须使两边所摇偏移量保持相同。
http://www.rqshuangfeng.com/
郑重声明:资讯 【合格的伞齿轮的质量标准】由 发布,版权归原作者及其所在单位,其原创性以及文中陈述文字和内容未经(企业库qiyeku.cn)证实,请读者仅作参考,并请自行核实相关内容。若本文有侵犯到您的版权, 请你提供相关证明及申请并与我们联系(qiyeku # qq.com)或【在线投诉】,我们审核后将会尽快处理。
—— 相关资讯 ——